

防止鋁件加工變形的工藝改進技術
鋁和鋁合金件由于質量輕、易成形、強度高等特點,在機械行業及一些有重量要求、形狀較為復雜的大型構件中應用較多。我公司生產的手機裝飾件中也包含鋁合金件,由于形狀特點、尺寸公差、形位公差等原因,這些零件在鋁件加工中易變形,給丁藝制定帶來許多難題。經多次探索,逐步改進完善鋁件加工方案,使鋁件加工質量得到了有效的控制和提高。(導讀:鋁件加工時容易變型的原因有哪些? http://www.zoplus.cn/Article/lvjianjiagongrongyib_1.html)
二、鋁合金件工藝特點分析
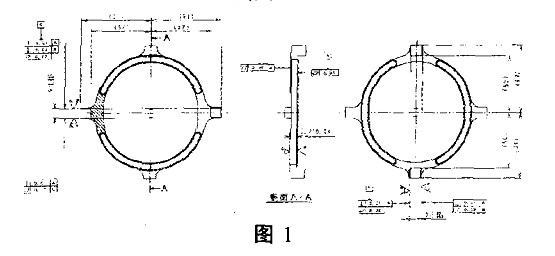
如圖1鑄件,該件加1==尺寸精度要求并不是很高,但兩個平面0.05ram的平面度和相互的平行度要求較高。此外,鑄件的鋁件加工余量大,鋁件加工中容易產生應力而引起變形,而且毛坯存在一定的內應力。所用材料為日本牌號ADC12(AI—si—Cu系合金,又稱12號鋁料),是壓鑄鋁合金的一種,對應國產合金YL113(牌號是YZA1SillCu3)。該材料經壓鑄后,在加工時會發生形變,且放置一段時間后變形加劇,原因主要是鑄件內應力比較大,放置后會因應力釋放產生變形,所以毛坯應事先進行時效處理。
三、最初的鋁件加工工藝方案
初始設計工藝時考慮工序集中的原則,從鑄件到精加工在一臺加工中心上完成,具體的鋁件加工工藝為:鑄造→噴砂→時效→加工A基準平面和10mm寬度→加工0.05平行度面和9mm寬度→去毛刺→測量檢驗。開始時是集中在一臺數控加工中心上完成所有的加工尺寸。該鑄件的毛坯去除量單邊1.2mm,加工程序編制時分成三次走刀(余量分別為1mm、0.15mm、0.05mm),以避免刀具切削時產生較大切削力。此外,鑄件的裝夾定位是以a、b、c三個點作定位面,定位面和底下的支撐柱配合,上面采用壓板壓緊,d點是用氣動脹芯定心,整套工裝夾具的壓力都由氣動氣缸提供(見圖2)。A基準面精加工后,在以該面為基準加工另外一個面(平行度0.05mm的加工面)并且保證6-2的尺寸和9mm塊的相對垂直度要求。但在鋁件加工過程中,在A基準面的加工過程中出現了問題。A基準0.05mm的平面度和相對面的0.05mm平行度波動較大,加工30個零件平面度和平行度在0.015~0.055ram之問,難以保證批量生產時所要求的工程能力1.33以上。
四、零件變形的原因分析
鋁件所用材料為鑄鋁,加工時產生的熱量很小并且有充足的切削液冷卻,所以首先排除熱變形的影響。從鋁件加工過程分析,精加工A基準時采用的是氣缸壓緊,從零件的受力分析看,刀具切削力F作用在工件上,在零件厚度較薄強度不足的情況下支撐點以外懸空的部分易產生變形,而此零件該工序后已經達到最終要求,所以在負載力卸掉時易產生彈性變形。這也是使用點定位夾緊薄壁鋁件加工時不易保證平面度的主要原因。

其次,在加工0.05平行度平面時,受到被加工面的影響壓緊只能采用兩個壓板(如圖3),造成零件受力不均而產生夾緊力變形由于切削余量較大,壓板必須施以較大的夾緊力,而大的夾緊力限制了加工過程中切削應力的自由釋放而產生加工應力變形。

通過分析,我們認為影響該鋁件變形的主要原因在于鋁件的彈性變形、切削余量、加工應力和毛坯內應力的大小。
五、改進后鋁件加工工藝方案
針對原有工藝進行改進,首先為了保證加丁精度,將零件的粗、精加工分開進行加工,增加粗加工數控銑床。具體的鋁件加工工藝流程為:鑄造→噴砂→時效→粗加工A基準平面→粗加工0.05平行度面→測量→精加工A基準平面和10ram寬度→精加工0.05平行度面和9mm寬度一去毛刺一測量檢驗。
該鋁件加工工藝方案實施時,應該注意以下幾點:
1)鋁件的粗、精加工分開。目的主要是因為粗加工時,切削量大,鋁件所受切削力、夾緊力大,發熱量多,以及加丁表面有較顯著的加工硬化現象,鋁件內部存在著較大的內應力,如果粗、粗加工連續進行,則精加工后的零件精度會因為應力的重新分布而很快喪失。
2)合理地選用設備。粗加工主要是切掉大部分加工余量,并不要求有較高的加T精度,所以粗加工應在功率較大、精度不太高的機床上進行,精加工工序則要求用較高精度的機床加工。粗、精加工分別在不同的機床上加工,既能充分發揮設備能力,又能延長精密機床的使用壽命。
3)丁裝夾具的設計延用最初方案中的氣動夾緊夾具。在第一道工序中對A基準面進行粗加丁,然后再以A面作為加工基準面;精加工時,繼續使用前道丁序的加T面定位。在這個過程中可以對夾具定位面進行微調,提高零件的精度。
4)精加工的加工余量不要太多,一般控制在0.15~0.3mm之間,壓緊力盡可能的減小。
改進工藝方案后效果垃示,0.05平面度和平行度都控制在0.030以內,有效克服了夾緊變形及加工應力變形的影響,保證了批量生產的要求。
六、結束語
對于薄壁鋁件在切削加工中的變形問題,通過以上工藝措施,基本可以得到有效控制。針對不同的鋁件類型,應采取不同的方法,對個別工藝上難以控制變形的鋁件,則應該考慮改進其結構設計。
-- 更多資料鏈接:《鋁件加工中鋁合金陽極氧化處理的主要分類》
相關標簽:鋁件,鋁件加工,鋁合金件
相關資訊
.JPG "CD紋高光")



同類文章排行
- 我們擅長做的滾花工藝有哪些方法和形式
- 一起探討鋁件、鋁件加工方法
- 【誠聘】數控車床師傅!
- 耳殼,耳機耳殼,戴式耳機外殼,海晟9年精密的cd紋高光
- 新上線!海晟五金企業PPT展示頁面
- 學習筆記:鋁氧化著色工作經驗
- 陽極氧化預處理工藝更新
- 大朗鋁硬質氧化表面處理核心的技術與鋁氧化加工處理
- 陽極氧化與化學氧化的異同
- 陽極氧化處理在近幾年中沒有實質性的突變
最新資訊文章
- 我們擅長做的滾花工藝有哪些方法和形式
- 數控車床是什么?
- 一起探討鋁件、鋁件加工方法
- 什么是鏡頭圈?
- 旋鈕應用在不同領域中
- 什么是車床加工?
- 【誠聘】數控車床師傅!
- 裝飾件,裝飾片,精美的裝飾件怎能讓人不心動
- 電腦鑼與CNC的區別?
- 電腦鑼是cnc嗎?
您的瀏覽歷史


