

機加工過程對陽極氧化膜質量的影響
1、機加工流程
首先我們先看看機加工加工工藝規程:(導讀:機加工加工工藝規程 http://www.zoplus.cn/Article/jijiagongjiagonggong_1.html)根據機加工車間“工藝路線表”,本零件在陽極氧化后,還須經過以下加工流程:汽油啟封一壓裝襯套葉磨軸承室、車止口。
本批零件掉色部位一致度較高,集中在經壓裝襯套、磨軸承室的端面及側面加強筋靠近端面部分。止口加工處及加強筋靠近止口的下半部基本無掉色現象。
進一步對每道機加工序進行了解,車床和磨床均用機油潤滑,機油牌號與零件陽極氧化著色后所浸油相同。車止口工序沒有使用冷卻液,磨軸承室工序使用了冷卻液。
排除機床所用潤滑油的影響,調查重點放在磨床使用的冷卻液上。這也與先前零件掉色缺陷產生部位相吻合。為此,專門對此進行了兩輪工藝驗證。
2、工藝試驗
1)第一輪工藝驗證——第一輪工藝驗證是考察乳化磨削冷卻液對陽極氧化膜著色的影響。
某公司大多數機床采用D891乳化油作為冷卻液,加工過程pH應控制在7.0~8.5。在使用過程中若不注意調整,其pH會逐漸下降。試驗采用的D891乳化油pH為7.5。
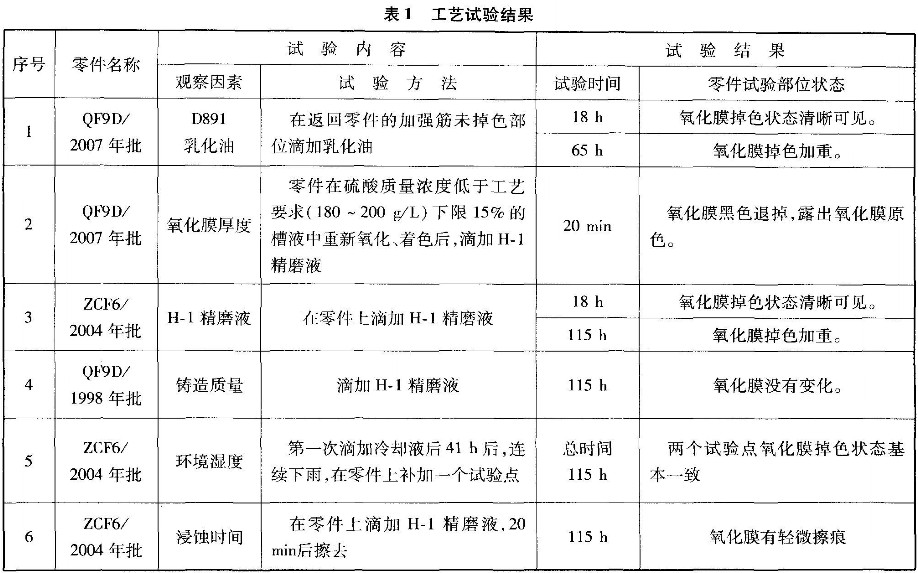
隨機從返回的零件中抽取1件,在其加強筋未掉色部位滴加乳化油。18h后零件滴加乳化油處,陽極氧化膜掉色狀態已清晰可見,旁邊未加乳化油處沒有變化。65h后零件滴加乳化油處,氧化膜掉色加重,旁邊未加乳化油處狀態未變。
由此可判定,D891乳化油可造成氧化膜掉色。其掉色過程是逐漸、緩慢的。
2)第二輪工藝驗證——精磨液H-1(水基磨削冷卻液)對氧化膜著色的影響。本零件磨軸承室工序使用的磨床,采用H-1精磨液作為冷卻液,加工過程pH應控制在8.0~10.5。在使用過程中若不注意調整,其pH會逐漸上升。
采用機加工車間提供的兩件非本批黑色陽極氧化零件:一件是1998年批次的QF9D零件,另一件是2004年批次的ZCF6零件(HZL-201,材質相同),從外觀觀察,2004年批次的ZCF6零件,其鑄造質量與本批零件QF91)基本一致;1998年批次的QF9D零件,其基體組織結構明顯致密,鑄造質量優于本批零件。滴加的冷卻液為新調配的,pH為8.80
首先在兩件零件上各滴加兩個點,20min后,擦去其中一個點,以觀察冷卻液短期浸蝕對陽極氧化膜著色的影響,另一個滴加點則一直保持。
滴加冷卻液18h后,零件QF9D沒有變化;零件ZCF6滴加冷卻液擦去點,氧化膜只有輕微擦痕;冷卻液保持點,氧化膜掉色狀態已可見。離第一次滴加冷卻液后41h后,在ZCF6零件上又補加了一個試驗點。離第一次滴加冷卻液后115h(離第二次補加冷卻液后74h)的ZCF6零件,兩個滴加點氧化膜掉色狀態明顯,且掉色程度基木一致;冷卻液擦去點,狀態保持;但QF9D零件滴加點陽極氧化膜沒有變化,試驗記錄見表1。
由此可判定,精磨液H-l可造成陽極氧化膜掉色。但其掉色過程是逐漸、緩慢的,這與之前機加工車間反映的零件掉色過程狀態相吻合。但加工后及時清理附著在零件上的冷卻液,對零件的陽極氧化膜著色影響很小。
兩輪工藝試驗說明:不論是乳化冷卻液還是水基冷卻液,均會造成陽極氧化膜掉色。
相關標簽:陽極氧化,機加工
相關資訊
.JPG "CD紋高光")



同類文章排行
- 我們擅長做的滾花工藝有哪些方法和形式
- 一起探討鋁件、鋁件加工方法
- 【誠聘】數控車床師傅!
- 耳殼,耳機耳殼,戴式耳機外殼,海晟9年精密的cd紋高光
- 新上線!海晟五金企業PPT展示頁面
- 學習筆記:鋁氧化著色工作經驗
- 陽極氧化預處理工藝更新
- 大朗鋁硬質氧化表面處理核心的技術與鋁氧化加工處理
- 陽極氧化與化學氧化的異同
- 陽極氧化處理在近幾年中沒有實質性的突變
最新資訊文章
- 我們擅長做的滾花工藝有哪些方法和形式
- 數控車床是什么?
- 一起探討鋁件、鋁件加工方法
- 什么是鏡頭圈?
- 旋鈕應用在不同領域中
- 什么是車床加工?
- 【誠聘】數控車床師傅!
- 裝飾件,裝飾片,精美的裝飾件怎能讓人不心動
- 電腦鑼與CNC的區別?
- 電腦鑼是cnc嗎?
您的瀏覽歷史


