

鋁件加工_常用量具游標卡尺的結構和使用方法
加工出的零件是否合格,需要嚴格按照圖樣要求用量具進行測量。生產中常用的量具有游標卡尺、千分尺和百分表等。
1.游標卡尺
(1)游標卡尺的結構
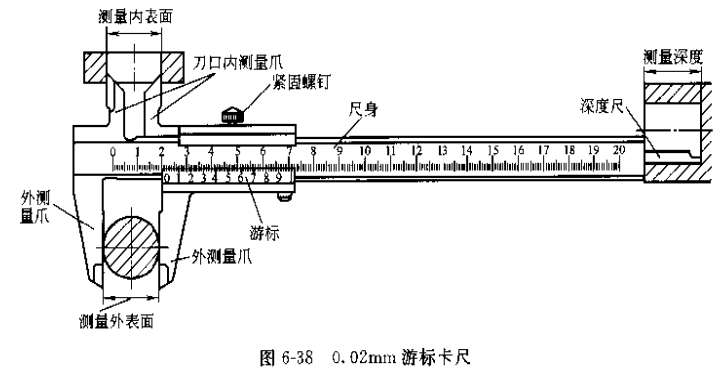
常用游標卡尺的測量精度有0.02mm或0.05mm兩個等級。圖6-38為0.02mm游標卡尺的結構,測量范圍有0~125mm、0~200mm和0~300mm等數種規格,最大測量范圍可達4000mm。
(2)游標卡尺的讀數
如圖6-39(a)所示,當兩測量爪閉合時,尺身和游標的零線對齊、尺身上的49mm對準游標上的第50格,因此游標每格為49/50=0.98mm,尺身與游標每格相差1一0.98=0.02mm。
游標卡尺是以游標零線為基線進行讀數的。以圖6-39(b)為例,其讀數方法分為三個步驟。
①先讀整數根據游標零線以左的尺身上的最近刻線整毫米數(23mm)。
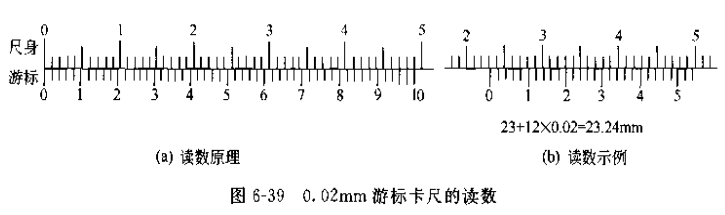
②再讀小數根據游標零線以右與尺身刻線對齊的游標上的刻線條數乘以游標卡尺的測量情度(0.02mm),即為毫米的小數值(0.24mm),
③整數加小數將.仁面兩項讀數加起來,即為被測表面的實際尺寸(23.24mm)。
(3)游標卡尺的使用方法
①測量前,應將測量爪和被測工件表面擦拭干凈,以免影響測量精度。同時檢查量爪貼合后游標和上尺零線是否對齊,若不能對齊,可在側量后根據原始誤差進行讀數修正或將游標卡尺校正到零位后再使用。
②測量時,所用的測力以兩量爪剛好接觸零件表面為宜.
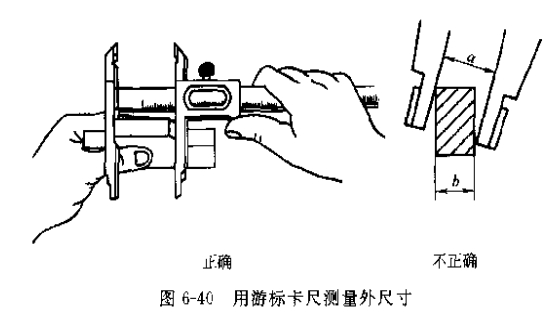
③測量工件外尺寸時,應先使游標卡尺外測量爪間距略大于被測工件的尺寸.再使工件與尺身外測量爪貼合.然后使游標外測量爪與被測工件表面接觸,并找出最小尺寸.同時要注意外測量爪的兩測量面與被測工件表面接觸點的連線應與被測工件表面相垂直,如圖6-40所示。
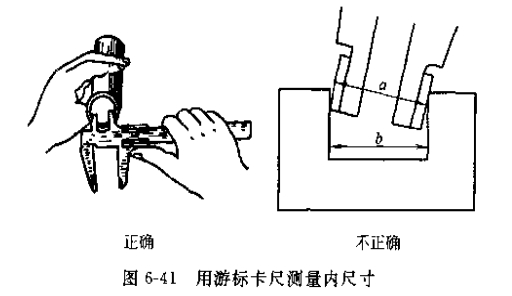
④測量工件內尺寸時,應使游標卡尺內測量爪的間距略小于工件的被測孔徑尺寸,將測量爪沿孔中心線放人。先使尺身內側量爪與孔壁一邊貼合,再使游標內測量爪與孔壁另一邊接觸,找出最大尺寸。同時注意使內測量爪兩測量面與被側工件內孔表面接觸點的連線與被測工件內表面垂直,如圖6-41所示。
⑤用游標卡尺的深度尺測量工件深度尺寸時.要使卡尺端面與被測工件的頂端平面貼合,同時保持深度尺與該平面垂直,如圖6-42所示。
⑥如圖6-43所示為專用于測量高度和深度的高度游標卡尺和深度游標尺,高度游標卡尺除用來測量工件的高度外,也常用于精密劃線。
⑦在游標上讀數時,避免視線誤差。

相關資訊
.JPG "CD紋高光")



同類文章排行
- 旋鈕應用在不同領域中
- 裝飾件,裝飾片,精美的裝飾件怎能讓人不心動
- 按鍵cd紋,小巧可愛的按鍵表面也可以cd紋加工
- 按鍵,鋁按鍵,手機按鍵,電腦按鍵也能完成cd紋工藝
- 八年磨一劍,我們一直在做中高端外觀精美的鋁旋鈕!
- 機加工是什么,機加工是做什么的?
- CD紋產品特點表現在哪些方面呢?
- 2020CD紋顏色搭配方案大全
- 鋁氧化著色產化是我國鋁產業必經之路
- 鋁型材進行擠壓的時候還需要哪個過程?
最新資訊文章
- 我們擅長做的滾花工藝有哪些方法和形式
- 數控車床是什么?
- 一起探討鋁件、鋁件加工方法
- 什么是鏡頭圈?
- 旋鈕應用在不同領域中
- 什么是車床加工?
- 【誠聘】數控車床師傅!
- 裝飾件,裝飾片,精美的裝飾件怎能讓人不心動
- 電腦鑼與CNC的區別?
- 電腦鑼是cnc嗎?
您的瀏覽歷史


