

鋁件加工_陽極氧化膜厚及其均勻性的控制
(1)氧化膜厚度控制。在一定陽極氧化時間內,生成的氧化膜厚度與通過的電量成正比,而與電解電壓沒有直接的關系。因此膜厚控制較好的辦法是采用恒電流密度和時間控制,不應以定電壓和時間控制。
恒電流密度陽極氧化首先遇到的問題是確定陽極氧化鋁件表面積,在陽極氧化過程中會生成氧化膜的所有鋁表面積都應計算在內,對有型腔的鋁件,要考慮一定深度的內表面積。恒電流密度控制在實際生產應用中即為恒電流控制,在陽極氧化過程中電流值不變,電壓值會稍作上升(見圖1-1),控制的電流值為所選電流密度(A/dm2)與陽極氧化表面積(dm^2)的乘積。

氧化膜厚度從理論上可按法拉第定律所推導的如下公式計算:
δ=KIt
式中δ氧化膜厚度,μm;
I—電流密度,A/dm^2;
t—陽極氧化時間,min;
k—系數,理論上取為1057/y,實測值一般是0.25~0.35m^3/kg;
y—氧化膜密度,取決于合金種類和陽極氧化條件,一般取為2500~3000kg/m^3,則k
為0.42-0.35。
然而在實際應用中,該公式中的k還應考慮膜的實際組成、電流效率和極比(陰極與鋁件面積之比)等,比較實用的方法是經驗法,即根據實測結果倒推。如某廠處理一種鋁合金,在一定溫度、濃度條件下,以1.5A/dm^2,電流密度陽極氧化30min,得到實測膜厚12μm,則k值約為0.27,這樣在同樣條件下,如要得到15μm氧化膜,則按δ/kI計算需陽極氧化時間約37min。即使改變電流密度,只要溫度和濃度條件沒有大的改變,則仍可按k=0.27計算控制一定膜厚所需的陽極氧化時間。
(2)陽極氧化膜均勻性的控制。膜均勻性的控制不能忽視,當出現某些著色和封孔等問題時,追溯根源有些就是膜均勻性有問題.控制膜均勻性從如下幾個方面著乎。
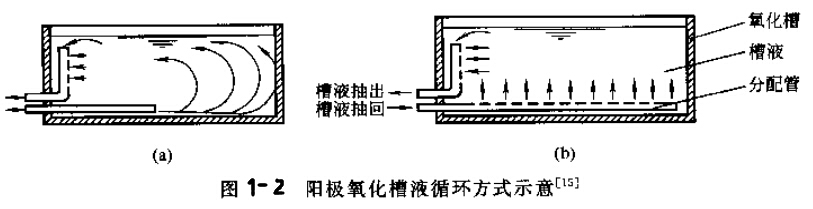
①改善氧化槽液的循環方式,使槽液溫度和濃度均勻。循環裝置一般與冷卻和熱交換設備相連,在陽極氧化過程中循環裝置不斷運行,即槽液不斷從槽內中上部抽出或液面盜流,再通過熱交換器之后抽回氧化槽,而冷卻用的冷水泵則根據氧化槽的溫度間斷工作,槽液與冷水之間的熱交換只在冷水泵工作時發生。冷卻用的冷水溫度控制越低,與槽液熱交換速度越快,則抽回槽液與原槽液的溫差也就越大。此時如槽液循環量較小和抽回槽液的分配不均勻,就會容易出現槽內兩端和上下有較大的溫差,使正在陽極氧化的一掛鋁件上兩端和上下膜厚不均勻,(導讀:陽極氧化_膜厚不均勻缺陷產生原因及對策表 http://www.zoplus.cn/Article/yangjiyanghua_mohoub_1.html)。
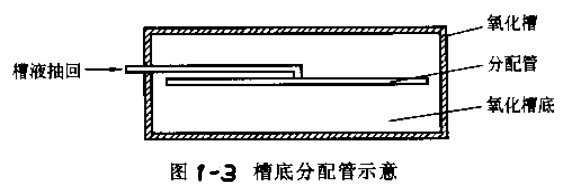
圖1-2(a)和圖1-2(b)所示分別為陽極氧化槽液兩種循環方式,顯然圖1-2(b)中抽回槽液分配較均勻,容易使槽液溫度均勻,是較好的循環方式。槽底的分配管最好按圖
1-3所示安置在槽底的中部。
②控制氧化槽液溫度和濃度的波動范圍。溫度和濃度如有較大波動,則槽液對氧化膜的溶解作用就會產生較大變化,對成膜厚度和膜的性能就有影響.溫度應控制在小于士2℃,硫酸濃度應小于士lOg/L,鋁含量12~18g/L,
③控制好每掛陽極氧化表面積。在同樣的電流密度和陽極氧化時間條件下,掛與掛之間出現較大的氧化膜厚度差,往往就是掛與掛的陽極氧化表面積相差較大造成的。電流密度和陽極氧化時間是影響膜厚的兩大主要因素,但極比對成膜速度也會產生一定影響,極比小,成膜速度相對較慢.反之較快。因此,在建筑鋁型材處理中,如果掛與掛之間表面積相差約一倍,則會出現膜厚相差3~5μm的現象.遇到這種情況,應對陽極氧化時間稍作變化。
④增大陰極面積。同根鋁工件上的幾個面,甚至凹槽內,膜是否均勻,與對應的陰極面積有較大的關系。對應的陰極面積大,使分布于鋁工件各部位的電流密度均勻,因面成膜厚度亦均勻。為增大陰極面積,可將陰極板斷面制成鋸齒形或波紋狀。
更多文章鏈接:《陽極氧化膜的特點》《簡述陽極氧化膜的封孔技術的分類》
相關標簽:陽極氧化,氧化槽,
相關資訊
.JPG "CD紋高光")



同類文章排行
- 我們擅長做的滾花工藝有哪些方法和形式
- 一起探討鋁件、鋁件加工方法
- 【誠聘】數控車床師傅!
- 耳殼,耳機耳殼,戴式耳機外殼,海晟9年精密的cd紋高光
- 新上線!海晟五金企業PPT展示頁面
- 學習筆記:鋁氧化著色工作經驗
- 陽極氧化預處理工藝更新
- 大朗鋁硬質氧化表面處理核心的技術與鋁氧化加工處理
- 陽極氧化與化學氧化的異同
- 陽極氧化處理在近幾年中沒有實質性的突變
最新資訊文章
- 我們擅長做的滾花工藝有哪些方法和形式
- 數控車床是什么?
- 一起探討鋁件、鋁件加工方法
- 什么是鏡頭圈?
- 旋鈕應用在不同領域中
- 什么是車床加工?
- 【誠聘】數控車床師傅!
- 裝飾件,裝飾片,精美的裝飾件怎能讓人不心動
- 電腦鑼與CNC的區別?
- 電腦鑼是cnc嗎?
您的瀏覽歷史


