

噴射加工又稱噴砂加工_噴砂工藝
噴射加工(習慣稱噴砂),是將磨料或其他固體顆粒以很高的速度噴射到零件表面上,利用磨粒的高速動能清理零件表面、去除加工余量以及進行光飾加工等。(導讀:金屬表面處理噴砂工藝找海晟五金 http://www.zoplus.cn/Article/jinshubiaomianchulip_1.html)其應用范圍有:鍛件、鑄件、熱處理后零件的表面清理;鋼板除銹、去涂層;油漆或電鍍表面的預加工;玻璃、水晶、寶石等脆性材料的切削、光飾或噴刻圖案、花紋等。
一、壓力噴射加工
(一)噴射裝置
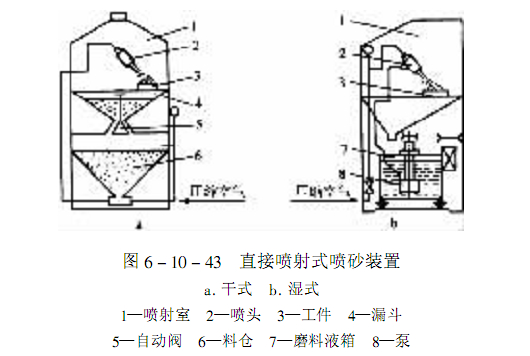
圖6一10一44為直接噴射式噴砂裝置,工件3安放在噴射加工室1內,壓縮空氣帶著壓力料倉6中的磨粒經噴頭2斜射到工件上。濺落下來的磨粒由漏斗4收集并經自動閥5流回壓力料倉,繼續循環使用。圖6一l0一431,為濕式噴砂裝置。
(二)噴射加工方式
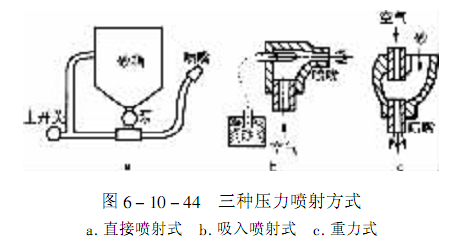
噴射加工方式有三種,如圖6-10一44所示。圖中的干式噴砂,粉塵較大,污染嚴重。因此,普遍采用的是濕式噴砂。
(三)工藝參數
1.磨料
天然磨料如河砂、石英砂價格便宜,但磨粒易碎,且對人體有害,現在使用較少。
人造磨料如剛玉、碳化硅價格較高,多用于玻璃、水晶、寶石等脆性材料的加工。碳化硅磨料的金屬切除率較高。
常用的磨料是鐵砂,磨粒中含C3%、Cr1.5%、P1%,用于零件的清砂、表而強化等。
2.運載流體
磨粒運載速度總是比攜帶它的流體速度低,用液體運載比用氣體運載能使磨粒獲得較高的速度與動能,從而獲得較高的加工效率。另一方面,液體會散布在工件表面,形成液膜阻礙
磨粒沖擊,又使加工效率下降,但卻可使表面粗糙度降低。
3.混合液濃度
用濃度系數K表示:
K=W/Q
式中 W——磨料重量
Q——液體重量
一般地,磨粒越細K值越大。例如:F120:K=0.4~0.5;F200:K=0.6~0.8;F360:K=0.8~1.0。
4.噴射壓力
噴射壓力越高金屬切除率越高,但從技術上看,難度也相應提高,而且設備費用也會上升。所以噴射壓力通常取((3~6)x10^5Pa。
5.噴射角度
噴射角度是噴嘴中心線與工件表而切線之間的夾角。通常取300一600,零件材料硬度大、脆性高,噴射角度取大值。
6.噴射長度
噴射長度是指從噴射出口沿噴嘴中心線至加工表面的距離,其值通常為噴射口直徑的6倍至8倍。
相關標簽:噴射加工,噴砂處理,噴砂工藝
相關資訊
.JPG "CD紋高光")



同類文章排行
- 我們擅長做的滾花工藝有哪些方法和形式
- 一起探討鋁件、鋁件加工方法
- 【誠聘】數控車床師傅!
- 耳殼,耳機耳殼,戴式耳機外殼,海晟9年精密的cd紋高光
- 新上線!海晟五金企業PPT展示頁面
- 學習筆記:鋁氧化著色工作經驗
- 陽極氧化預處理工藝更新
- 大朗鋁硬質氧化表面處理核心的技術與鋁氧化加工處理
- 陽極氧化與化學氧化的異同
- 陽極氧化處理在近幾年中沒有實質性的突變
最新資訊文章
- 我們擅長做的滾花工藝有哪些方法和形式
- 數控車床是什么?
- 一起探討鋁件、鋁件加工方法
- 什么是鏡頭圈?
- 旋鈕應用在不同領域中
- 什么是車床加工?
- 【誠聘】數控車床師傅!
- 裝飾件,裝飾片,精美的裝飾件怎能讓人不心動
- 電腦鑼與CNC的區別?
- 電腦鑼是cnc嗎?
您的瀏覽歷史




 喻小姐
喻小姐