站")
國內(nèi)外先進(jìn)設(shè)備")
數(shù)控車削_CNC車削_普通車削加工工藝
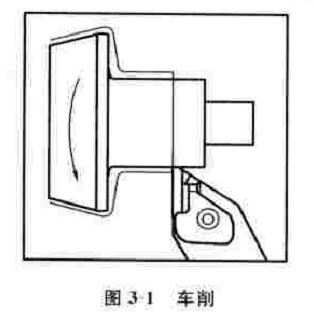
在今年三月初我們就對(duì)數(shù)控CNC車削加工工藝稍作概述,(導(dǎo)讀:大朗數(shù)CNC車削加工工藝概述 http://www.zoplus.cn/Article/dalangshukongchechua_1.html)普通車削也叫單點(diǎn)切削,其基本定義是用單點(diǎn)刀具生成圓柱形狀,并且在大多數(shù)情況下,刀其是固定的,而工件是旋轉(zhuǎn)的,如圖3-1所示(視圖《外圓與內(nèi)圓車削》)。在許多方面,CNC車削是定義相對(duì)簡(jiǎn)單且最直接的金屬切削方法。CNC車削是高度優(yōu)化的工藝,需要在應(yīng)用中徹底評(píng)估各種因素。
盡管為單刃加工,CNC車削工藝也總是多種多樣的,這是由于工件形狀和材料、工序類刮、工況要求及現(xiàn)代加工經(jīng)濟(jì)成本等原因.決定了刀共選擇與數(shù)控編程。除ISO標(biāo)準(zhǔn)車刀外,有許多基本的CNC車削加工類型要求使用特定的非標(biāo)準(zhǔn)刀兵.以便能夠以最有效的方法來執(zhí)行這些工序。
單點(diǎn)切削的許多原理也適用于其他切削刀具.應(yīng)用這些原理以達(dá)到加工效率與刀共壽命的平衡。例如.飩削和多點(diǎn)的旋轉(zhuǎn)的銑削。CNC車削是兩種運(yùn)動(dòng)的組合:工件的旋轉(zhuǎn)運(yùn)動(dòng)和刀共的進(jìn)給運(yùn)動(dòng)。在一些應(yīng)用中,也可以是工件進(jìn)給移動(dòng).而刀具繞其旋轉(zhuǎn)進(jìn)行切削.但其基本原理是相同的。刀具進(jìn)給沿著工件的軸向進(jìn)行移動(dòng).這意昧著可把零件的直徑車削為更小的尺寸。此外,刀具還可在冬件的末端朝中心方向進(jìn)給.這意味著零件的長(zhǎng)度將變短:有時(shí).進(jìn)給是這兩種運(yùn)動(dòng)方向的組合,其結(jié)果是形成曲線表面。CNC車床的數(shù)控單元可以對(duì)這樣的運(yùn)動(dòng)進(jìn)行編程和處理。
CNC車削加工作業(yè)的劃分,至今末作統(tǒng)一的規(guī)定.各工業(yè)化國家員然對(duì)具體切前用量所規(guī)定的范圍有所不同.但CNC車削加工作業(yè)劃分類型基本一致。除超精切削一定要用單品金剛石刀片或未來可用金剛石涂層刀片加工外.其他作業(yè)采用可轉(zhuǎn)位刀片進(jìn)行CNC車削加工是可以實(shí)施的。現(xiàn)將CNC車削加工綜合劃分為以下5種作業(yè)。
◎重型加工:切削進(jìn)給量不小于1mm/r.徑向進(jìn)刀量為6~20mm。
◎粗加工:切削進(jìn)給量為0.4~1mm/r.徑向進(jìn)刀量為4~10mm。
◎半精加工:切削進(jìn)給量為0.2~0.5mm/r.徑向進(jìn)刀量為2~4mm.
◎精加工:切削進(jìn)給址為o.t~0.3mm/r.徑向進(jìn)刀量為0.5~2mm
相關(guān)標(biāo)簽:CNC車削
相關(guān)資訊
.JPG "CD紋高光")

金屬配件2")
裝飾片5")
同類文章排行
- 我們擅長(zhǎng)做的滾花工藝有哪些方法和形式
- 一起探討鋁件、鋁件加工方法
- 【誠聘】數(shù)控車床師傅!
- 耳殼,耳機(jī)耳殼,戴式耳機(jī)外殼,海晟9年精密的cd紋高光
- 新上線!海晟五金企業(yè)PPT展示頁面
- 學(xué)習(xí)筆記:鋁氧化著色工作經(jīng)驗(yàn)
- 陽極氧化預(yù)處理工藝更新
- 大朗鋁硬質(zhì)氧化表面處理核心的技術(shù)與鋁氧化加工處理
- 陽極氧化與化學(xué)氧化的異同
- 陽極氧化處理在近幾年中沒有實(shí)質(zhì)性的突變
最新資訊文章
- 我們擅長(zhǎng)做的滾花工藝有哪些方法和形式
- 數(shù)控車床是什么?
- 一起探討鋁件、鋁件加工方法
- 什么是鏡頭圈?
- 旋鈕應(yīng)用在不同領(lǐng)域中
- 什么是車床加工?
- 【誠聘】數(shù)控車床師傅!
- 裝飾件,裝飾片,精美的裝飾件怎能讓人不心動(dòng)
- 電腦鑼與CNC的區(qū)別?
- 電腦鑼是cnc嗎?
您的瀏覽歷史


