

陽極氧化廠_鋁型材制造工藝介紹
包括熔鑄、擠壓和上色(上色主要包括:陽極氧化、電泳涂裝、氟炭噴涂、粉末噴涂、木紋轉印等)三個過程,(導讀:鋁型材表面處理噴涂及陽極氧化的優缺點 http://www.zoplus.cn/Article/lvxingcaibiaomianchuli_1.html)。
1、熔鑄是鋁材生產的首道工序。
主要過程為:
(1)配料:根據需要生產的具體合金牌號,計算出各種合金成分的添加量,合理搭配各種原材料。
(2)熔煉:將配好的原材料按工藝要求加入熔煉爐內熔化,并通過除氣、除渣精煉手段將熔體內的雜渣、氣體有效除去。
(3)鑄造:熔煉好的鋁液在一定的鑄造工藝條件下,通過深井鑄造系統,冷卻鑄造成各種規格的圓鑄棒。
2、擠壓:擠壓是型材成形的手段。先根據型材產品斷面設計、制造出模具,利用擠壓機將加熱好的圓鑄棒從模具中擠出成形。常用的牌號6063合金,在擠壓時還用一個風冷淬火過程及其后的人工時效過程,以完成熱處理強化。不同牌號的可熱處理強化合金,其熱處理制度不同。
3、上色(此處先主要講陽極氧化的過程)
陽極氧化:擠壓好的鋁合金型材,其表而耐蝕性不強,須通過陽極氧化進行表而處理以增加鋁材的抗蝕性、耐磨性及外表的美觀度。
其主要過程為:
(1)表面預處理:用化學或物理的方法對型材表面進行清洗,裸露出純凈的基體,以利于獲得完整、致密的人工氧化膜。還可以通過機械手段獲得鏡面或無光(亞光)表面。
(2)陽極氧化:經表面預處理的型材,在一定的工藝條件下,基體表面發生陽極氧化,生成一層致密、多孔、強吸附力的AL203膜層。
(3)封孔:將陽極氧化后生成的多孔陽極氧化膜的膜孔孔隙封閉,使陽極氧化膜防污染、抗蝕和耐磨性能增強。陽極氧化膜是無色透明的,利用封孔前陽極氧化膜的強吸附性,在膜孔內吸附沉積一些金屬鹽,可使型材外表顯現本色(銀白色)以外的許多顏色,如:黑色、古銅色、金黃色及不銹鋼色等。
鋁材生產工藝流程簡圖
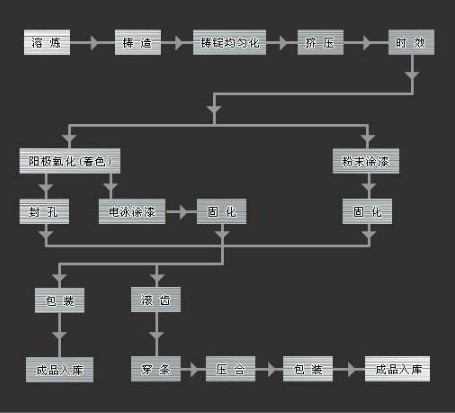
簡要說明
熔煉:主要原材料AL99.70以上鋁錠(GB1T1196)加入鋁硅合金錠、鎂錠加熱熔煉、熔煉溫度為730'C-750'C、進行攪拌、梢煉、打渣等工序。
鑄造:采用同水平密排頂鑄造下藝,使用不同的結晶器,生產出不同直徑規格的鋁棒。鑄錠均勻化:采用575'C保溫6小時快速冷卻。
擠壓:鋁棒加熱到450V左右,采用規定的模具,用擠壓機擠壓出各種規格的型材,并急速風冷或水冷,調直、鋸切、裝框。時效采用190'C-.195℃保溫3.5小時左右然后采用強制風冷的工藝。
陽極氧化(著色):以鋁基材為陽極,置于電解液中通電,陽極產生氧原子、氧原子有很強的氧化性,在鋁基材表而生成一層性能優良的A1203保護層,著色采用電解著色工藝,將金屬離子(鎳離子、亞錫離子)填充到A1203保護層中,使氧化膜顯現出不同的顏色。
封孔:采用Ni2+、F-冷封孔工藝。
電泳涂漆:將經過陽極氧化(著色)的型材放入電泳槽巾,通電使丙烯酸樹脂附著在型材表而。
固化:將電泳涂漆的型材在180+20'C溫度下,用30分鐘左右烘干固化。
粉未噴涂:鋁型材基材經過鉻化前處理,通過靜電噴涂上粉未涂料。
相關標簽:陽極氧化
相關資訊
.JPG "CD紋高光")



同類文章排行
- 我們擅長做的滾花工藝有哪些方法和形式
- 一起探討鋁件、鋁件加工方法
- 【誠聘】數控車床師傅!
- 耳殼,耳機耳殼,戴式耳機外殼,海晟9年精密的cd紋高光
- 新上線!海晟五金企業PPT展示頁面
- 學習筆記:鋁氧化著色工作經驗
- 陽極氧化預處理工藝更新
- 大朗鋁硬質氧化表面處理核心的技術與鋁氧化加工處理
- 陽極氧化與化學氧化的異同
- 陽極氧化處理在近幾年中沒有實質性的突變
最新資訊文章
- 我們擅長做的滾花工藝有哪些方法和形式
- 數控車床是什么?
- 一起探討鋁件、鋁件加工方法
- 什么是鏡頭圈?
- 旋鈕應用在不同領域中
- 什么是車床加工?
- 【誠聘】數控車床師傅!
- 裝飾件,裝飾片,精美的裝飾件怎能讓人不心動
- 電腦鑼與CNC的區別?
- 電腦鑼是cnc嗎?
您的瀏覽歷史


