

影響陽極氧化膜生長和質量的因素
當電解液的溫度從20度上升到30度,陽極氧化膜的溶解速度約增加3倍。隨電流密度的增加,五金制品被養護的金屬量、表面生成的鋁陽極氧化膜厚度都隨著增加。(導讀:影響陽極氧化膜質量的因素 http://www.zoplus.cn/Article/yingxiangyangjiyangh_1.html)硫酸濃度對陽極氧化膜厚度的影響不大,為獲得中等厚度、多孔而易于著色和封閉、抗蝕性較高的膜層,濃度最好為15%-20%;溶液用去離子水要求氯離子<15mg/L、鐵離子<1mg/L、硫酸根離子<30mg/L,電阻率為5×10的5-6次方Ω·cm;溶液中雜質允許的最大含量鋁離子20g/L,銅離子2g/L,鐵離子5g/L,氯離子0.1g/L。
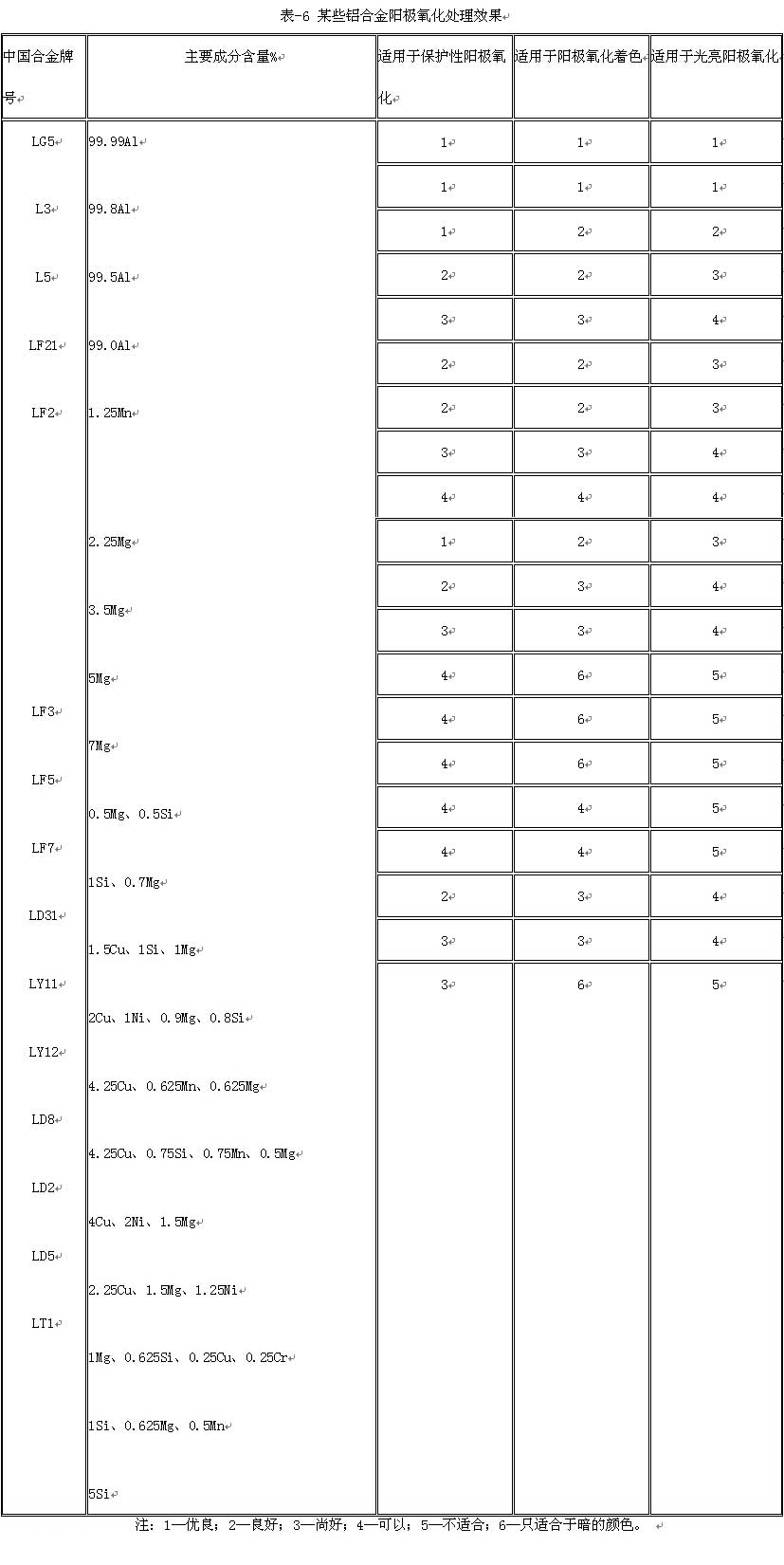
隨著陽極氧化時間的延長,陽極氧化膜的厚度增加,到一定厚度后,由于膜厚電阻增加、導電能力下降,陽極氧化膜的生長速度減慢,有的合金即使延長陽極氧化時間,陽極氧化的厚度也不會再增加。不同的鋁合金的陽極氧化膜有不同的色彩,純鋁上的膜無色透明,使金屬的光澤完全保持下來;高純鋁添加少量的鎂,膜色不會因陽極氧化時間的延長而改變,當鎂的含量超過2%,膜變暗濁色;鋁硅合金陽極氧化時,硅不會被陽極氧化或溶解,部分進入膜層使膜呈暗灰色。含硅量大時,陽極氧化前先用氫氟酸浸泡,膜色會有所好轉,一般含硅5%以上的合金不適合做光亮著色制品,含量達13%就難于進行陽極化處理;含銅的合金,當含量較少時,陽極氧化膜呈綠色,隨銅含量的增加,膜薄,色調深暗。某些變形鋁合金的陽極氧化處理見表-6。鋁合金在硫酸溶液中陽極氧化,由于陽極氧化膜在表面上形成、生長和溶解,引起電阻的變化,使過程中的電流、槽端電壓及電流密度都隨之發生變化。實際操作中電壓升高不宜太快,否則會使生成的膜不均勻。
更多文章鏈接:《鋁件陽極氧化膜最常采用的封閉方法》《陽極氧化膜的特點》
相關標簽:陽極氧化
相關資訊
.JPG "CD紋高光")



同類文章排行
- 我們擅長做的滾花工藝有哪些方法和形式
- 一起探討鋁件、鋁件加工方法
- 【誠聘】數控車床師傅!
- 耳殼,耳機耳殼,戴式耳機外殼,海晟9年精密的cd紋高光
- 新上線!海晟五金企業PPT展示頁面
- 學習筆記:鋁氧化著色工作經驗
- 陽極氧化預處理工藝更新
- 大朗鋁硬質氧化表面處理核心的技術與鋁氧化加工處理
- 陽極氧化與化學氧化的異同
- 陽極氧化處理在近幾年中沒有實質性的突變
最新資訊文章
- 我們擅長做的滾花工藝有哪些方法和形式
- 數控車床是什么?
- 一起探討鋁件、鋁件加工方法
- 什么是鏡頭圈?
- 旋鈕應用在不同領域中
- 什么是車床加工?
- 【誠聘】數控車床師傅!
- 裝飾件,裝飾片,精美的裝飾件怎能讓人不心動
- 電腦鑼與CNC的區別?
- 電腦鑼是cnc嗎?
您的瀏覽歷史


